

Initially, Kodiak came to Vansco to fix a problem on their previously-developed MOS 6502-based shot clock. There was some kind of a bug in the code, and all they had was a paper listing. They didn’t even have the binary, just a working EPROM! I found the bug, rolled out the EPROM to disk, patched it in binary with a jump to a previously unused area, and gave them the binary to program future systems. All in about 24 hours. They were pretty impressed, so they brought a project to us for the development of their next generation system.
The previous generation was functional enough, but had a huge circuit board with hard-wired digits. We were tasked with coming up with an easier-to-service, more modular system.
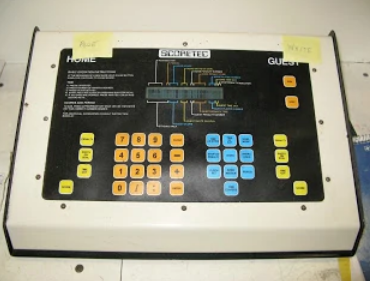
I selected the NEC V25 processor as the core of the design, and an Optrex 24×2 line alphanumeric display. We used simple Omron B10 switches for buttons, behind a custom screened Lexan overlay – which would be changed for different games. The software would generally change too, of course.
The large scoreboard panel operated on wall outlet power, of course, which was stepped down for operation of small 12V incandescent lamps. The panel used an MC68705 processor programmed by Mike Stasenski, decoding a synchronous data stream sent by the keyboard unit.
The key innovation here was that the panel boards could be daisy-chained to arbitrary length, allowing for flexibility in panel design. Smaller panels could be made less expensive by leaving off the later units in the chain – well, of course, we selected those panels that would be optional to be later in the stream. Hmm, actually the data came out first in the stream, so that it would shift “off the edge of the world” on units not equipped with the extra digits.
John Janiw was the brilliant mind behind the layout and operation of the keyboard. He knew so much about all the games, their rules, and how to make the operation intuitive! Frank Herzog did the programming, actually compiling the code in QNX 2 but targeting for the bare-metal operation of the keyboard’s V25.
Frank and Mike later left the company, and I was the only one on the development team left, so I was supporting this product, both hardware and software, to the end of its life. The last work that I did on it was in 2006, while Jason and I were operating our consulting company, Elecsys Solutions.